我们的现场实拍视频将带您走进路基沉降板生产厂家鑫亿呈工厂产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:甘肃庆阳路基沉降板生产厂家鑫亿呈工厂的图文介绍


甘肃庆阳沉降板是一种用于监测地基或路基沉降的工程结构,它的厚度通常取决于设计要求、甘肃庆阳当地使用环境和预期的载荷。甘肃庆阳沉降板的厚度可以从几毫米到几十毫米不等,具体选择应考虑以下因素:
材料:甘肃庆阳沉降板可以由不同的材料制成,如钢筋混凝土、甘肃庆阳当地钢、甘肃庆阳当地塑料等。不同材料的厚度会有所不同。
设计载荷:甘肃庆阳沉降板需要承受的载荷越大,通常其厚度也会相应增加,以确保足够的强度和稳定性。
使用环境:甘肃庆阳沉降板所处的环境条件,如温度、甘肃庆阳当地湿度、甘肃庆阳当地化学腐蚀性等,也会影响材料选择和厚度设计。
施工要求:施工过程中的具体要求,如安装方式、甘肃庆阳当地连接方式等,也会对甘肃庆阳沉降板的厚度产生影响。
在实际应用中,甘肃庆阳沉降板的厚度可能会根据具体情况进行定制。例如,在铁路或公路路基中,甘肃庆阳沉降板可能会设计得较厚,以承受重型车辆的载荷。而在一些轻型结构或实验室应用中,甘肃庆阳沉降板可能会设计得较薄。
常见的甘肃庆阳沉降板厚度可能包括:
钢筋混凝土甘肃庆阳沉降板:厚度可能在20mm到100mm之间,具体取决于设计要求和预期载荷。
钢制甘肃庆阳沉降板:厚度可能在2mm到10mm之间,薄型钢制甘肃庆阳沉降板通常用于较小的载荷或作为预埋件。
塑料甘肃庆阳沉降板:厚度可能在5mm到20mm之间,塑料材料通常较轻,适用于特定环境。



声测管厂家鑫亿呈钢管(庆阳市分公司)位于新华区东方世纪广场A座,主要经营 声测管生产厂家,本公司集设计研发、生产、销售、售后服务、技术支持为一体,引进欧洲先进生产设备,致力于为客户提供好的产品和专业的服务。 目前公司生产的产品已经越来越受到海内外市场的欢迎,被欧洲、美洲、澳洲以及中国众多项目认可和采用!


甘肃庆阳沉降板观测标的布置是一个复杂的过程,需要考虑多个因素来确保观测的准确性和有效性。以下是对甘肃庆阳沉降板观测标布置的详细解答:
甘肃庆阳沉降板观测标的位置选择:
建筑物的四角:这是布置沉降观测标的基本位置,因为这些位置能够反映出建筑物的整体沉降情况。
差异沉降量大的位置:如果建筑物某部分承受的载荷更大,或者地质条件在该部分有显著变化,那么在这些位置设置沉降观测标尤为重要。
地质条件有明显不同的区段:地质条件的突变区域可能会导致不均匀沉降,因此在这些区段布置观测点可以更好地理解地质条件对建筑物的影响。
沉降裂缝的两侧:沉降裂缝的出现是建筑物不均匀沉降的直接表现,因此在裂缝两侧布置观测标可以监测裂缝扩展情况。
沿外墙每10~15m处或每隔2~3根柱基上:这种布置方式可以保证对建筑物的均匀沉降有足够的监测点。
人工地基与天然地基接壤处及填挖方分界处:这些位置的沉降情况可能会有较大变化,因此需要特别关注。
甘肃庆阳沉降板观测标的设置要求:
视线开阔,无遮挡:沉降观测点应有良好的通视条件,以保证观测的度。



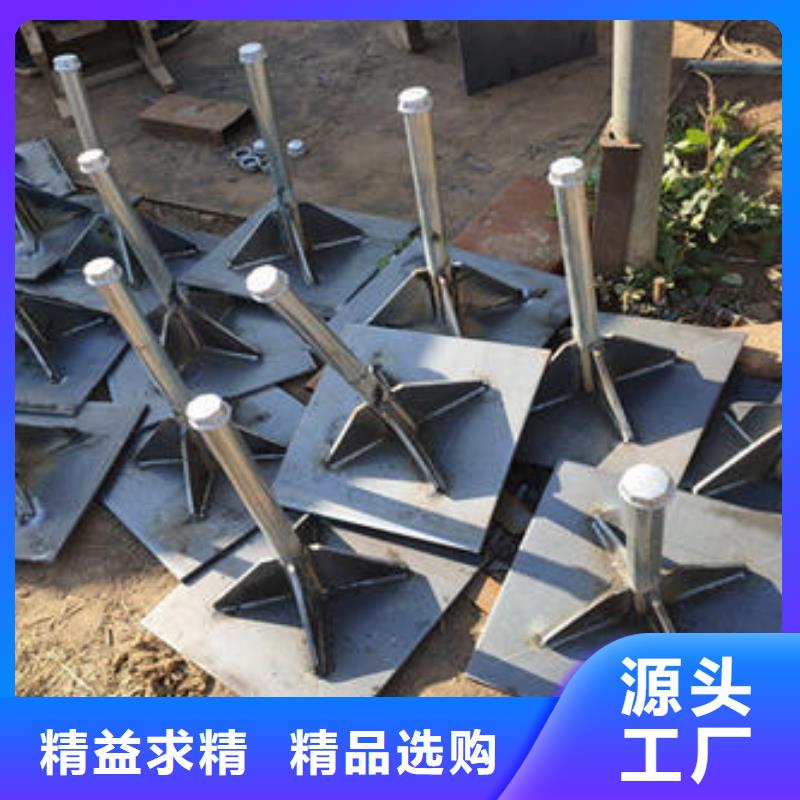
甘肃庆阳沉降板的结构和使用原理。它由钢板、甘肃庆阳附近测杆和保护套管组成。底板尺寸可根据客户要求定制,测杆与底板固定在垂直位置,保护套采用钢管套管,套管尺寸以能套住测杆,使标尺能进入测头为宜,随着填士的增加,测杆与套管也相应接高,每节长度不超过55cm。测杆顶面接高后应略高于套管上口。在不测量的情况下,用帽子密封管口,以免填料落入管内,影响测杆的自由下沉。安装前,压实路基面,测量安装位置,固定位置后立即测量板底标高,作为初始值记录。填充高度超过观测杆口20cm后,进行压实,然后对甘肃庆阳沉降板的测杆和保护套进行连接,连接方式可采用螺纹连接或焊接连接(测杆焊接,保护套用不干胶连接),连接后立即测量标高,计算实际连接长度。


甘肃庆阳沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接甘肃庆阳沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、甘肃庆阳当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、甘肃庆阳当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、甘肃庆阳当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、甘肃庆阳当地电压和焊接速度,确保焊缝均匀、甘肃庆阳当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、甘肃庆阳当地气孔、甘肃庆阳当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、甘肃庆阳当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、甘肃庆阳当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。









 扫一扫
扫一扫